Une courroie trop molle, et vos coins de pièce se décalent (le fameux “ghosting” ou écho de couche). Une courroie trop tendue, et vous fatiguez les paliers du moteur jusqu’à entendre un ronronnement métallique anormal. La tension courroie imprimante 3D est un de ces réglages qu’on néglige tant que ça tient, puis qu’on redécouvre le jour où la précision dimensionnelle part en vrille. Bonne nouvelle : avec quinze minutes et trois outils, vous remettez une machine droite. Voici la checklist d’entretien complète, courroies et lubrification des axes, pour que les mouvements restent nets dans le temps.
Pourquoi la tension des courroies compte vraiment
Les imprimantes FDM déplacent la tête et le plateau via des courroies crantées (GT2, pas de 2 mm sur la majorité des machines grand public). Ces courroies transmettent la rotation des moteurs pas-à-pas aux axes X et Y. Si la tension dérive, plusieurs symptômes apparaissent.
Les signes d’une courroie mal réglée
- Ghosting / ringing : des ondulations fantômes après les angles vifs, signe classique d’une courroie trop molle ou d’une structure qui vibre.
- Décalage de couches : la pièce se décale brutalement sur un axe, souvent quand un moteur saute des pas faute de transmission ferme.
- Sous-extrusion apparente sur les angles : la tête ne se positionne pas exactement où le slicer l’attend.
- Bruit anormal : sifflement ou vibration grave à grande vitesse, typique d’une tension excessive.
Une courroie correctement tendue doit donner une note claire et nette quand vous la pincez comme une corde de guitare, sans être dure comme un câble d’acier. Sur les machines CoreXY, où deux courroies travaillent ensemble pour chaque mouvement, l’équilibre entre les deux est tout aussi important que la tension absolue.
Checklist : régler la tension des courroies
Travaillez machine éteinte, tête et plateau positionnés au centre de leur course pour répartir la tension uniformément.
Étape 1 : inspection visuelle
- Vérifiez que la courroie n’est pas effilochée, fendue ou que des dents ne sont pas arrachées. Une courroie usée se remplace, elle ne se retend pas.
- Contrôlez l’alignement : la courroie doit rester bien à plat sur les poulies et galets, sans frotter sur un bord.
- Repérez tout point où la courroie se vrille ou monte sur le flanc d’une poulie.
Étape 2 : tester la tension actuelle
- Pincez le brin libre de la courroie et faites-le vibrer. Le son doit être franc, ni mou (corde détendue) ni aigu et dur.
- Sur les deux côtés d’un même axe, les deux brins doivent sonner identiquement. Une différence trahit un déséquilibre.
- Pour les méticuleux, une application smartphone de mesure de fréquence (analyse FFT) permet de comparer objectivement les deux courroies d’un CoreXY.
Étape 3 : ajuster
- La plupart des machines récentes ont un tensionneur à vis sur le chariot ou les coins de cadre. Tournez par quart de tour, testez, recommencez.
- Sur les modèles plus anciens, il faut desserrer le bloc moteur ou le galet, tirer la courroie à la main, puis resserrer en maintenant la tension.
- Visez une tension ferme mais qui laisse encore fléchir légèrement la courroie sous la pression du doigt. Trop tendu use les roulements du moteur.
Étape 4 : vérifier après réglage
- Faites bouger manuellement la tête et le plateau sur toute la course : le mouvement doit être fluide, sans point dur.
- Lancez un test d’impression simple (un cube de calibration ou un objet à angles vifs) et observez les coins. Le ghosting doit avoir disparu ou nettement diminué.
Si le ghosting persiste malgré une tension correcte, le problème vient souvent de la rigidité du portique ou de vitesses d’impression trop agressives. Sur ce point, voir notre guide vitesse contre qualité pour trouver le bon compromis.
Checklist : lubrification des axes

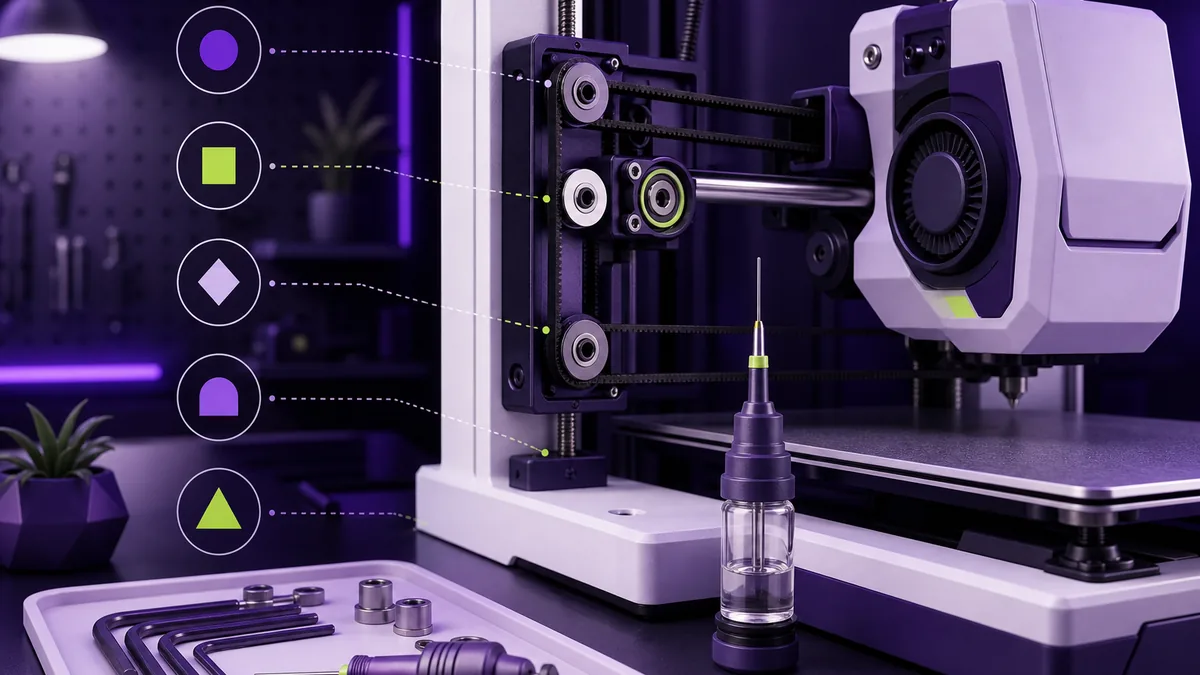
Les axes linéaires (tiges chromées avec roulements à billes, ou rails MGN avec patins) ont besoin d’une fine pellicule de lubrifiant pour glisser sans à-coups. À sec, ils crissent, marquent des micro-rayures et finissent par induire des défauts de surface.
Ce qu’il faut utiliser (et éviter)
- Tiges lisses avec roulements linéaires : graisse au lithium légère ou huile machine fine. Une goutte suffit, étalée par un aller-retour de la tête.
- Rails linéaires MGN : graisse spécifique pour guidages, déposée dans le canal du rail puis répartie en faisant coulisser le patin.
- Vis trapézoïdales de l’axe Z : graisse PTFE ou graisse blanche au lithium, en couche fine sur les filets.
- À proscrire : le WD-40 (c’est un dégrippant solvant, pas un lubrifiant durable), l’huile végétale, et tout produit collant qui piège la poussière.
La routine de lubrification
- Nettoyez d’abord les axes au chiffon microfibre pour retirer l’ancienne graisse chargée de débris. Une vieille graisse sale fait plus de mal que pas de graisse du tout.
- Appliquez une fine couche. L’excès attire la poussière et le filament en suspension, formant une pâte abrasive.
- Faites circuler la tête et le plateau sur toute leur course plusieurs fois pour répartir uniformément.
- Essuyez le surplus qui perle aux extrémités.
Une lubrification tous les deux à trois mois suffit pour un usage régulier, davantage si la machine tourne en atelier poussiéreux. Cette routine s’intègre naturellement dans un entretien plus large : retrouvez la vue d’ensemble dans notre routine d’entretien de l’imprimante FDM.
Quand le matériel a fait son temps
Une courroie qui se retend toutes les semaines, des roulements qui claquent même bien lubrifiés, un rail marqué de jeu : à un moment, on remplace plutôt qu’on rafistole. Les pièces d’usure (courroies GT2, galets tendeurs, roulements) coûtent quelques euros et se trouvent facilement. C’est aussi l’occasion de réfléchir aux upgrades qui valent le coup et à ceux qui ne servent à rien, sujet traité dans notre comparatif des upgrades utiles et inutiles. Et si vous chassez justement une machine d’occasion à remettre en état, un châssis CoreXY rigide vaut souvent mieux qu’un cantilever fatigué : jetez un œil aux imprimantes FDM d’occasion pour comparer les architectures.
Conclusion : la routine en bref
Bloquez quinze minutes, machine froide, et déroulez la checklist : inspection visuelle des courroies, test au son sur chaque brin, ajustement par quart de tour, puis nettoyage et lubrification fine des axes. Terminez par un cube de calibration pour valider que le ghosting a disparu. Refaites le tour tous les deux à trois mois, ou dès que la précision dimensionnelle vous semble glisser. C’est l’entretien le moins coûteux et le plus rentable que vous puissiez offrir à votre imprimante : des mouvements précis, c’est la moitié du chemin vers une belle pièce.