On vous a vendu une machine qui imprime à 500 mm/s, et pourtant vos premières pièces lancées plein régime ressemblent à du nougat. La question revient sans arrêt sur les forums maker : faut-il vraiment ralentir pour avoir du beau, ou peut-on imprimer vite tout en gardant une surface propre ? Le débat vitesse impression 3D qualité oppose deux camps réels, avec de bons arguments des deux côtés. Plutôt que de trancher d’un revers de main, mettons-les face à face.
Pour la vitesse : la machine moderne le permet vraiment
L’argument des partisans de la vitesse est simple : le matériel a changé. Une CoreXY rigide avec extrudeur direct drive léger n’a plus rien à voir avec une i3 en bois de 2016. Les accélérations dépassent les 10 000 mm/s² sans broncher, et l’input shaping (compensation des résonances) gomme le ghosting (les ondulations fantômes après un angle vif) qui plombait jadis les impressions rapides.
Le temps machine est un coût réel
Pour un petit atelier, une pièce qui sort en 2 heures au lieu de 6 change l’économie d’un travail. Multiplier les itérations de prototypage, c’est tester plus de versions par jour. Sur du PLA, qui pardonne beaucoup, pousser la vitesse de périmètre à 150-200 mm/s reste parfaitement viable si le reste est calibré. Le filament moderne, notamment les PLA dits high-speed, est formulé pour fondre plus vite et suivre le débit. Si vous voulez optimiser vos itérations, le bon point de départ reste un filament PLA de qualité régulière, sans variation de diamètre qui ruinerait le débit à haute cadence.
La qualité ne dépend pas que de la vitesse
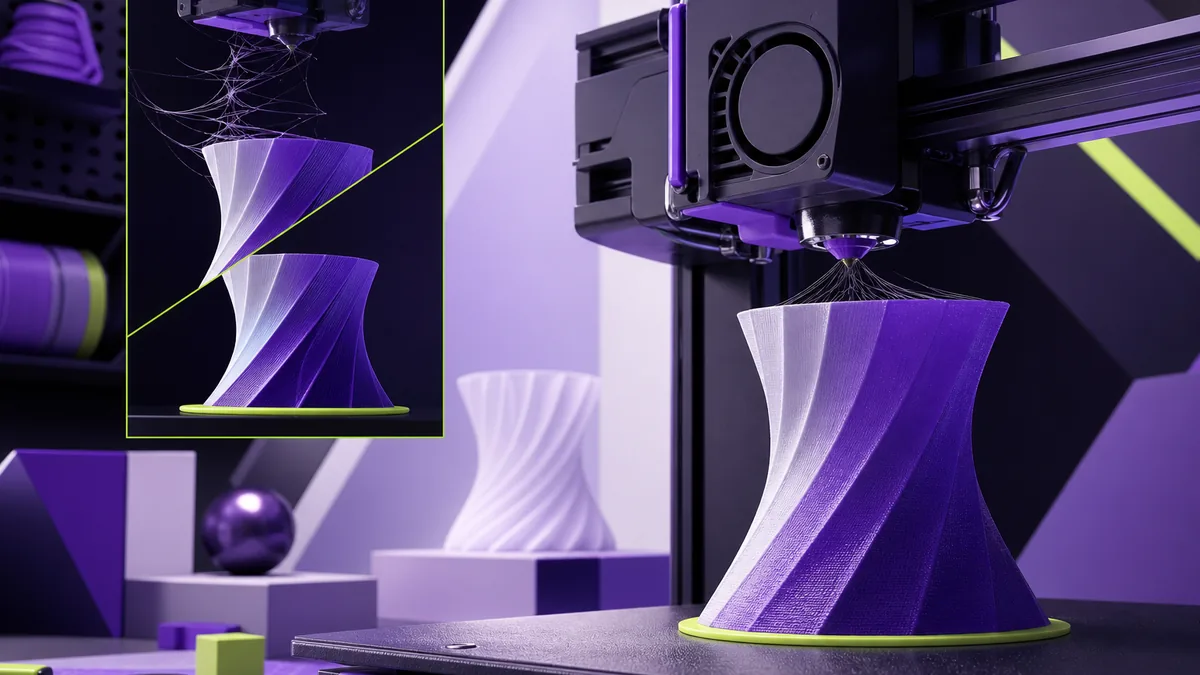
Les pro-vitesse rappellent un point juste : beaucoup de défauts attribués à la rapidité viennent en réalité d’autres réglages. Une rétraction mal réglée fait du stringing à 50 comme à 200 mm/s. Un z-offset approximatif rate la première couche quelle que soit l’allure. Accuser la vitesse, c’est parfois masquer un problème de calibration plus profond.
Contre la vitesse : la physique reste la physique
En face, le camp de la qualité ne nie pas les progrès du matériel. Il rappelle simplement les limites incompressibles. La première : le débit volumétrique maximum du hotend. Une buse ne peut fondre qu’un certain volume de plastique par seconde, souvent 8 à 15 mm³/s pour un hotend standard, plus pour les modèles haut flux. Dépassez ce plafond et l’extrudeur patine, sous-extrude, et les couches deviennent translucides et fragiles.
Le refroidissement ne suit pas toujours
Plus vous allez vite, moins chaque couche a le temps de refroidir avant que la suivante se pose. Sur des petites pièces ou des détails fins (pointes, ponts, surplombs), le plastique reste mou et s’affaisse. Le ventilateur de pièce a beau tourner à fond, il y a une limite physique au débit d’air. C’est précisément pour ça que les conseils de maîtrise de la température buse et plateau prennent toute leur importance quand on monte en cadence : il faut souvent augmenter la température de buse pour compenser le débit, ce qui aggrave le besoin de refroidissement. Le cercle est vite vicieux.
Tous les matériaux ne se valent pas
Le PLA encaisse, soit. Mais essayez de pousser un filament flexible à 150 mm/s : le TPU mou bouche l’extrudeur, ondule, fait des accordéons. Les filaments techniques chargés en fibres usent la buse et tolèrent mal les accélérations brutales. Le PETG, plus visqueux et collant, génère beaucoup plus de stringing à haute vitesse. Imprimer vite n’est pas une vertu universelle, c’est une option qui dépend de la matière.
Le verdict : ce n’est pas un choix binaire

La vraie réponse, comme souvent, ne tranche pas pour un camp. Le bon réflexe consiste à dissocier les paramètres de vitesse plutôt que de pousser un curseur global. Votre slicer (le logiciel qui découpe le modèle en couches) ne propose pas une seule vitesse, mais une dizaine.
Ce qu’on peut accélérer sans crainte
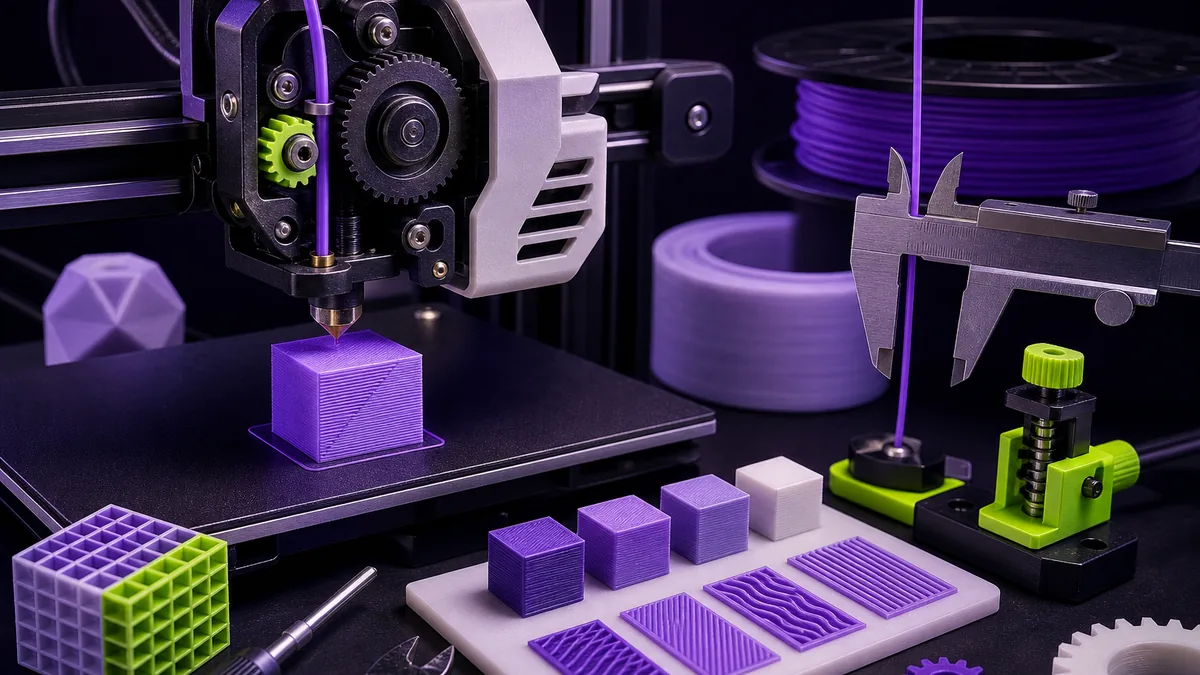
Le remplissage (infill) gagne à être rapide : personne ne le voit, et il n’a pas besoin d’être beau, juste solide. Les déplacements à vide aussi, sans aucune incidence sur la qualité visible. Les couches internes des parois épaisses tolèrent plus de vitesse que la surface.
Ce qu’il faut ralentir
Les périmètres extérieurs, ceux que l’œil voit, méritent une vitesse modérée. La première couche doit rester lente pour garantir l’adhésion. Les ponts et surplombs gagnent à ralentir pour laisser le refroidissement faire son travail. Cette logique de réglage différencié est le cœur d’une bonne calibration de débit et de flow : c’est en validant d’abord que votre débit suit que vous saurez jusqu’où monter en vitesse sans sous-extruder.
Conclusion actionnable
Ne cherchez pas LA bonne vitesse, cherchez le bon profil. Concrètement : laissez l’infill et les couches internes rapides, plafonnez les périmètres extérieurs autour de 80-120 mm/s sur PLA, gardez la première couche à 20-30 mm/s, et ralentissez ponts et surplombs. Vérifiez que votre débit volumétrique n’excède pas la capacité de votre hotend avant de tout accélérer. Activez l’input shaping si votre machine le supporte. Enfin, faites un test calibré sur votre matériau réel plutôt que de copier un profil trouvé en ligne : un PETG ne se règle pas comme un PLA, et c’est là que se gagne ou se perd l’arbitrage entre vitesse et qualité.