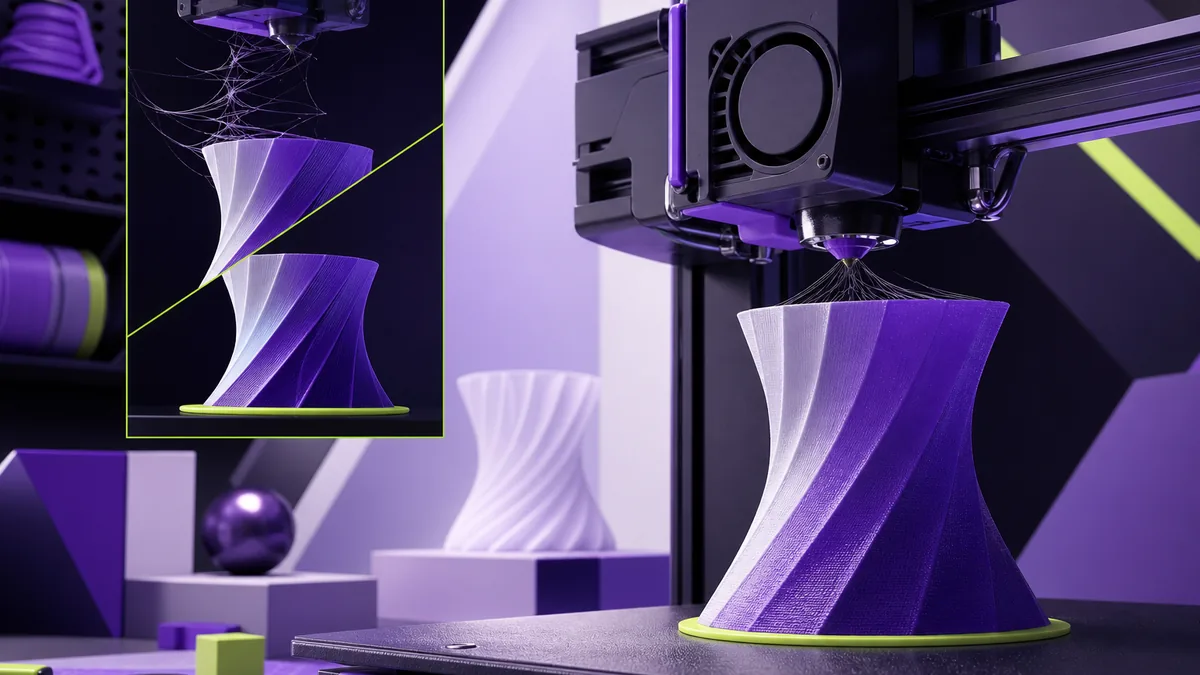
Vous sortez une pièce du plateau et elle est recouverte de fines toiles d’araignée entre les parties hautes ? C’est du stringing, ces filaments parasites laissés par la buse quand elle se déplace au-dessus du vide sans extruder. Le coupable principal est presque toujours la rétraction mal calibrée, mais la température et la vitesse jouent un rôle direct. Régler la rétraction contre le stringing demande une approche méthodique : on isole une variable à la fois, on imprime un test, on lit le résultat. Voici la procédure complète, dans l’ordre où elle fonctionne le mieux.
Comprendre ce qui provoque les fils
Quand la buse termine une zone et se déplace vers une autre, le plastique fondu continue de fuir par gravité et par la pression résiduelle dans la chambre de fusion. Ce suintement, appelé oozing, se transforme en fil dès que la buse traverse un espace vide. La rétraction sert précisément à contrer ça : elle aspire une petite longueur de filament vers le haut juste avant le déplacement, ce qui relâche la pression et coupe l’écoulement.
Deux facteurs aggravent le phénomène. Un filament trop chaud devient trop liquide et coule plus facilement. Un filament humide, lui, génère des micro-bulles de vapeur qui poussent la matière hors de la buse même à l’arrêt. Avant tout réglage, vérifiez donc que votre bobine est sèche : un PETG ou un PLA qui a pris l’humidité produira du stringing impossible à corriger par la seule mécanique. Pour les bonnes pratiques de conservation, consultez notre guide pour stocker le filament et éviter l’humidité.
Préparer un test de rétraction propre
N’essayez pas de juger sur une vraie pièce. Téléchargez ou modélisez un test classique : deux tours fines séparées de quelques centimètres. La buse fait constamment l’aller-retour entre les deux, ce qui maximise les déplacements à vide et révèle le moindre fil. Imprimez toujours ce même objet à chaque changement de réglage, sinon vous comparez des choses différentes.
Fixer une base stable
Avant de toucher à la rétraction, calez les autres paramètres. Réglez la température au milieu de la plage du fabricant indiquée sur la bobine. Si vous n’êtes pas sûr des valeurs par matière, notre tableau des températures buse et plateau par matériau donne des points de départ fiables. Assurez-vous aussi que le débit est correct : un sur-débit gonfle la quantité de plastique en jeu et amplifie le stringing.
Régler la distance et la vitesse de rétraction
Deux valeurs comptent dans le slicer. La distance de rétraction est la longueur de filament aspirée. La vitesse de rétraction est la rapidité de cette aspiration. Procédez par incréments contrôlés.
Pour un extrudeur direct drive
Sur une machine où le moteur d’extrusion est juste au-dessus de la buse, la rétraction est courte. Commencez à 0,5 mm et montez par paliers de 0,2 mm jusqu’à 1,5 mm maximum. La vitesse se situe en général entre 30 et 50 mm/s. Au-delà, vous risquez de grignoter le filament ou de désamorcer la buse.
Pour un extrudeur Bowden
Ici le filament parcourt un long tube avant d’atteindre la buse, donc il faut compenser l’élasticité de ce trajet. Démarrez vers 4 mm et augmentez par pas de 1 mm jusqu’à 7 mm si nécessaire. La vitesse tourne autour de 40 à 60 mm/s. Imprimez votre test à chaque palier et arrêtez-vous dès que les fils disparaissent : inutile de pousser plus loin, une rétraction excessive crée des bouchons et des trous dans les couches.
Affiner avec la température

Si la rétraction seule ne suffit pas, la température est votre second levier, souvent le plus puissant pour le PETG qui a tendance à filer plus que le PLA. Baissez la buse de 5 °C et relancez le test. Répétez tant que les fils diminuent et que l’adhésion entre couches reste correcte. Une buse trop froide produit une mauvaise cohésion et des couches qui se décollent, c’est la limite à ne pas franchir. Le PETG demande une attention particulière sur ce point : si vous découvrez sa logique, notre comparatif PLA ou PETG, lequel choisir explique pourquoi cette matière réclame plus de patience au calibrage.
Les réglages secondaires qui terminent le travail
Une fois la rétraction et la température calées, quelques options du slicer effacent les fils résiduels.
Combing et déplacements
Activez le mode combing, ou évitement, qui force la buse à contourner l’intérieur de la pièce plutôt que de traverser le vide. Moins de passages au-dessus du vide signifie moins d’occasions de filer. Augmentez aussi la vitesse de déplacement à vide : plus la buse traverse vite l’espace ouvert, moins le plastique a le temps de s’étirer en fil.
Coasting et wiping
Le coasting coupe l’extrusion un instant avant la fin d’une ligne, ce qui relâche la pression naturellement. Le wiping fait essuyer la buse sur la pièce en fin de parcours pour récupérer la goutte qui pendait. Ces deux options s’activent dans les réglages avancés et règlent les derniers détails une fois la base saine.
Conclusion : la marche à suivre
Séchez la bobine, lancez un test deux-tours, fixez une température au milieu de la plage. Ajustez d’abord la distance de rétraction par petits paliers, puis la vitesse, et arrêtez-vous dès que les fils tombent. Si besoin, baissez la buse de 5 °C par cran jusqu’à la limite d’adhésion. Terminez avec le combing et un déplacement à vide plus rapide. Notez vos valeurs gagnantes par matière dans un profil dédié de votre slicer : un PLA, un PETG et un ABS n’auront jamais les mêmes réglages. Si vous voulez attaquer d’autres calibrages dans la foulée, la même rigueur s’applique au calibrage du débit de l’extrudeur. Une fois ce profil établi, vous ne reverrez plus une seule toile d’araignée sur vos pièces.