Une bobine neuve sort de son sachet scellé, sèche et performante. Trois semaines posée sur une étagère d’atelier, elle a déjà commencé à boire l’air ambiant. Le stockage filament humidité est le point aveugle de la plupart des makers : on optimise la rétraction, le débit, le z-offset, puis on imprime avec un matériau gorgé d’eau qui sabote tout le reste. Comprendre pourquoi l’humidité fait ça, et mettre en place une routine simple, change radicalement la régularité de vos pièces.
Pourquoi l’humidité ruine vos impressions
Les filaments thermoplastiques sont hygroscopiques : leur surface capte la vapeur d’eau présente dans l’air. L’eau s’infiltre dans le brin, puis à l’impression elle traverse la zone de fusion de la buse, qui tourne entre 190 et 280 degrés selon la matière. À ces températures, l’eau emprisonnée se vaporise instantanément et explose en micro-bulles au moment de l’extrusion.
Le résultat est visible à l’oeil et à l’oreille. Vous entendez des crépitements, des petits « pop » réguliers pendant l’extrusion. Sur la pièce, ça donne une surface rugueuse, des filaments parasites partout (le fameux stringing), des couches mal soudées, et une fragilité mécanique nette. Une pièce imprimée en filament humide casse là où la même pièce en filament sec aurait tenu.
Toutes les matières ne boivent pas pareil
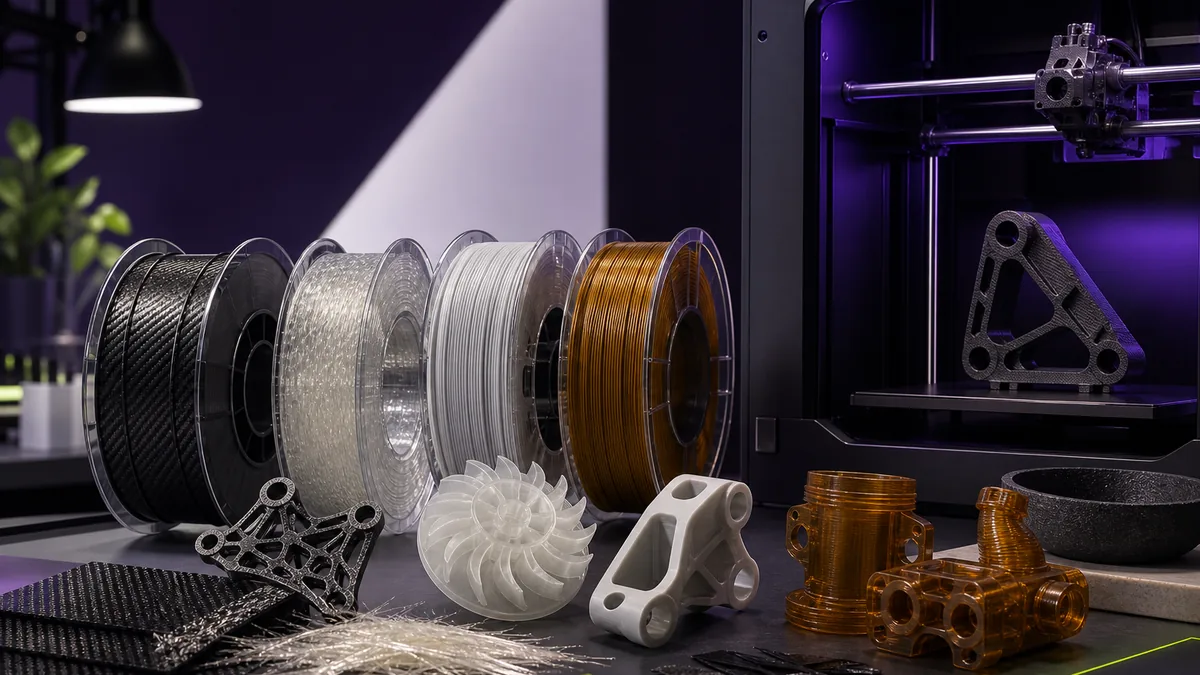
La vitesse d’absorption varie énormément. Le PLA est relativement tolérant et met du temps à se dégrader. Le PETG est plus sensible et montre vite des défauts de surface. Mais ce sont surtout les matières techniques qui posent problème : le nylon (PA) est une éponge qui peut absorber plusieurs pourcents de son poids en quelques heures à l’air libre, suivi par l’ASA, l’ABS et le TPU. Si vous travaillez le filament technique, le séchage n’est pas une option mais une étape obligatoire avant chaque session.
Reconnaître un filament déjà humide
Avant de tout sécher par précaution, sachez identifier les symptômes. Les signaux fiables d’un brin trop chargé en eau :
- Crépitements et vapeur visible à la sortie de la buse
- Stringing important alors que vos réglages de rétraction étaient bons auparavant
- Surface mate, granuleuse, là où elle devrait être lisse
- Sous-extrusion irrégulière sans cause mécanique
- Bobine qui a passé des semaines hors sachet, ou achetée d’occasion sans historique
Si plusieurs cases sont cochées, le matériau est probablement à sécher avant de le jeter ou de blâmer la machine.
Sécher une bobine correctement
Sécher consiste à chauffer la bobine assez longtemps pour que l’eau s’évapore, sans atteindre la température de ramollissement du plastique. Le sécheur dédié reste la solution la plus propre : une enceinte qui maintient une température douce et constante avec une ventilation, souvent capable d’imprimer directement depuis l’appareil via un passe-fil.
Températures et durées indicatives
Restez toujours sous la température de transition vitreuse de la matière, sinon la bobine se déforme ou colle.
- PLA : environ 45 degrés pendant 4 à 6 heures
- PETG : environ 60 à 65 degrés pendant 6 heures
- ABS et ASA : environ 70 à 75 degrés pendant 4 à 6 heures
- Nylon : environ 70 à 80 degrés pendant 8 à 12 heures
- TPU : environ 50 degrés pendant 4 à 6 heures
Le four de cuisine peut dépanner mais il est risqué : la régulation est imprécise, le moindre dépassement déforme la bobine, et beaucoup de fours ne descendent pas assez bas. Si vous l’utilisez, vérifiez la vraie température avec un thermomètre indépendant et surveillez. Pour qui imprime régulièrement du PETG ou des matières techniques, un vrai sécheur s’amortit vite en bobines sauvées.
Stocker pour ne plus jamais re-sécher

Le séchage répare, le stockage prévient. L’objectif est de maintenir chaque bobine dans un environnement à faible humidité dès qu’elle ne tourne pas.
La méthode boîte hermétique + dessiccant
Le combo le plus efficace et le moins cher : une boîte plastique étanche (type bac à joint caoutchouc) ou un grand sac zip épais, avec à l’intérieur du gel de silice (le dessiccant) et un petit hygromètre. Visez moins de 15 pourcents d’humidité relative dans la boîte. Le gel de silice se régénère : quand il est saturé, passez-le au four doux ou au micro-ondes selon le type, et il redevient actif. Les billes à indicateur de couleur sont pratiques car elles signalent visuellement la saturation.
Le caisson sec permanent
Pour un atelier qui tourne, une grande boîte étanche centralisant plusieurs bobines avec un gros sachet de dessiccant fait gagner du temps. Certains makers vont plus loin avec un caisson actif chauffé en continu pour le nylon et le TPU, qui ne pardonnent aucune négligence. Cette discipline s’inscrit dans la routine globale d’entretien de la machine et des consommables, au même titre que le nettoyage du plateau ou la vérification des courroies.
Les gestes simples qui changent tout
- Refermer le sachet d’origine ou la boîte dès la fin d’une impression, jamais laisser une bobine traîner une nuit
- Conserver le sachet de silice fourni dans l’emballage neuf, il est gratuit et utile
- Tenir les bobines loin d’une salle de bain, d’une cave humide ou d’un garage non chauffé
- Acheter des quantités cohérentes avec votre consommation plutôt que stocker des dizaines de bobines qui vieillissent
Pour choisir vos matières selon l’usage et leur sensibilité, le guide quel filament choisir complète bien cette logique de stockage. Et si vous débutez avec une matière facile, le PLA reste le plus indulgent sur l’humidité.
Conclusion : la routine à adopter
Trois réflexes suffisent. Premièrement, rangez chaque bobine dans une boîte hermétique avec dessiccant et hygromètre dès qu’elle ne tourne pas. Deuxièmement, gardez un sécheur ou une méthode de séchage prête, et passez-y systématiquement le PETG, l’ASA et toute matière technique avant impression. Troisièmement, contrôlez vos billes de silice et régénérez-les avant saturation. Le stockage filament humidité maîtrisé, ce sont des impressions régulières, des pièces solides et des bobines qui durent des mois sans perdre en performance.