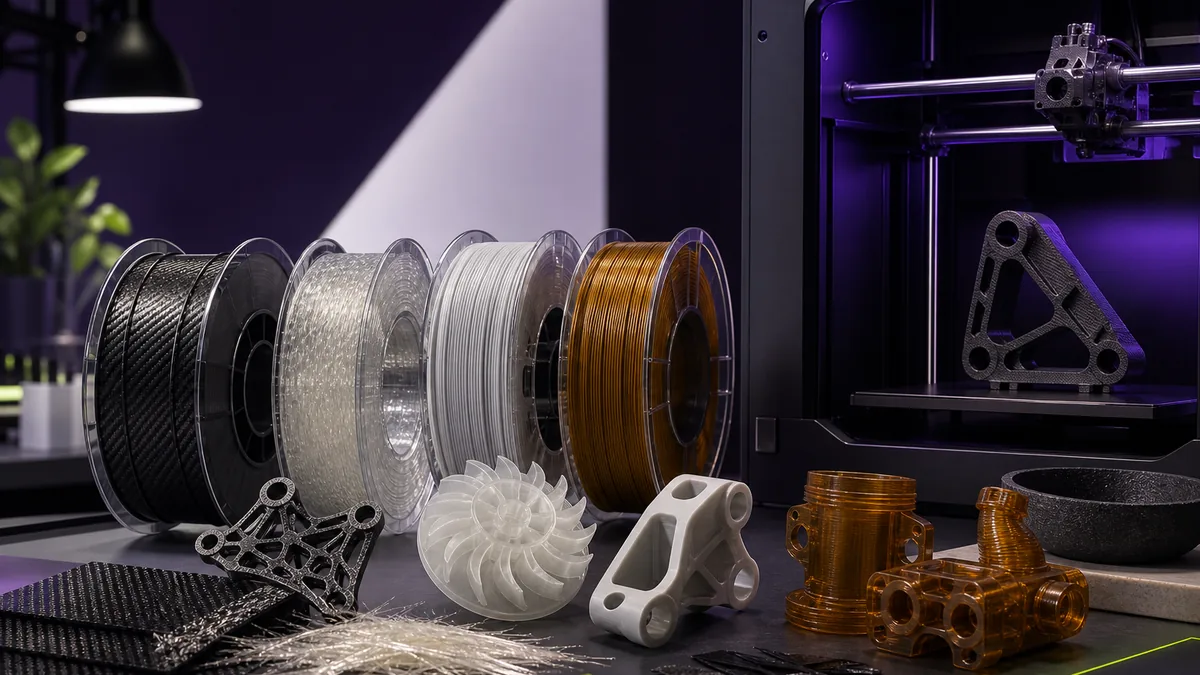
Devant un mur de bobines, la question revient toujours : quel filament 3D choisir pour cette pièce précise ? La réponse ne dépend ni de la couleur, ni de la marque la plus chère, mais d’un trio de critères concrets : où la pièce va-t-elle vivre, quelles contraintes mécaniques va-t-elle subir, et quel niveau de difficulté d’impression vous acceptez. Une figurine de bureau et un support de rétroviseur exposé au soleil n’ont rien à voir. Ce guide d’achat décortique les cinq matières que vous croiserez 90 % du temps en FDM, avec pour chacune ses forces, ses limites et le moment exact où elle devient le bon choix.
L’objectif n’est pas de désigner un gagnant universel : ce filament n’existe pas. L’objectif est que vous sachiez, devant n’importe quelle pièce, vers quelle famille vous tourner sans hésiter. On part du plus simple vers le plus exigeant.
Les trois questions à se poser avant d’acheter
Avant de regarder la moindre fiche produit, répondez à trois choses. Premièrement, l’environnement : la pièce reste-t-elle à l’intérieur, à température ambiante, ou subit-elle le soleil, la chaleur d’un moteur, l’humidité d’une salle de bain ? Deuxièmement, l’effort mécanique : décorative, fonctionnelle souple, ou soumise à des chocs et de la torsion répétée ? Troisièmement, votre machine : une imprimante ouverte d’entrée de gamme ne gère pas les mêmes matières qu’une caisson fermé.
Ces trois réponses éliminent à elles seules la plupart des options. Une pièce déco d’intérieur sans contrainte ? Inutile de payer plus cher et de galérer avec une matière technique. Une pièce sous le capot d’une voiture ? Le PLA est éliminé d’office. Garder ce filtre en tête évite 80 % des erreurs de débutant.
Le critère température de transition vitreuse
Un chiffre résume la résistance à la chaleur : la température de transition vitreuse (Tg), au-delà de laquelle le plastique ramollit et la pièce se déforme. Le PLA décroche vers 55-60 °C, ce qui suffit pour qu’une pièce laissée dans une voiture en été se torde toute seule. Le PETG tient plus haut, l’ABS et l’ASA encore davantage. Si votre pièce voit de la chaleur, ce seul critère oriente le choix.
Le PLA : le point de départ idéal
Le PLA est le filament le plus facile à imprimer, point. Il accroche au plateau sans drame, ne dégage quasiment pas d’odeur, ne warpe presque pas et tourne sur n’importe quelle machine, même ouverte et sans plateau chauffant performant. Température de buse autour de 195-215 °C, plateau de 50-60 °C ou même à froid. C’est la matière sur laquelle apprendre, calibrer et prototyper.
Ses limites sont nettes : sensible à la chaleur (la fameuse voiture en été), assez cassant sous un choc franc, et il flue avec le temps sous charge constante (une étagère en PLA finira par s’affaisser). Pour tout ce qui est déco, figurines, prototypes de forme, boîtiers d’intérieur, supports légers, gabarits d’atelier, il est imbattable en rapport facilité-prix. Pour comprendre toutes ses subtilités et ses variantes, le lexique PLA détaille le matériau, et notre comparatif des meilleurs PLA aide à trier les références sérieuses.
Quand le PLA suffit largement
Ne sous-estimez pas le PLA par snobisme technique. Un grand nombre de pièces fonctionnelles d’intérieur tiennent très bien en PLA avec un infill correct. Tant que la pièce ne chauffe pas et ne subit pas de chocs violents, payer plus cher pour une matière technique est souvent du gaspillage. Commencez toujours par vous demander si le PLA ne ferait pas l’affaire avant de monter en gamme.
Le PETG : le polyvalent du quotidien

Le PETG est le compromis que beaucoup de makers adoptent comme matière par défaut une fois le PLA maîtrisé. Plus résistant à la chaleur (il encaisse une voiture chaude sans broncher), nettement moins cassant que le PLA, bon comportement face à l’humidité et aux produits courants, il convient aux pièces fonctionnelles qui doivent durer. Buse autour de 230-250 °C, plateau de 70-80 °C.
Sa contrepartie : il file beaucoup plus (le stringing est sa signature), il accroche parfois trop au plateau au point d’arracher le revêtement, et la première couche demande un peu de doigté sur le z-offset. Rien d’insurmontable avec un bon réglage de rétraction. Pour les arbitrages au quotidien entre ces deux matières, l’article dédié PLA ou PETG tranche cas par cas. Le PETG brille sur les supports mécaniques légers, les pièces extérieures peu exposées au soleil direct, les contenants alimentaires (avec les réserves d’usage sur l’hygiène d’impression), les protections et les clips qui doivent un peu plier sans casser.
ABS et ASA : la résistance pour conditions difficiles
L’ABS et l’ASA jouent dans la même catégorie : haute résistance à la chaleur, bonne tenue mécanique, possibilité de lissage à l’acétone pour un fini brillant. Ce sont les matières des pièces qui doivent encaisser de vraies contraintes thermiques et mécaniques. Mais elles imposent des conditions : un caisson fermé pour limiter le warping et le délaminage, une ventilation correcte de la pièce (émanations à ne pas respirer), un plateau chaud à 90-110 °C et une buse autour de 240-260 °C.
La différence clé entre les deux tient à l’extérieur : l’ASA résiste bien mieux aux UV. Une pièce ABS exposée au soleil jaunit et se fragilise en quelques mois, alors que l’ASA est formulé pour l’usage extérieur durable. Support de plaque, boîtier de capteur dehors, pièce auto exposée : c’est de l’ASA. Pièce technique d’intérieur ou en milieu chaud mais à l’abri du soleil : l’ABS fait le travail pour un peu moins cher.
Le ticket d’entrée : un caisson
Soyons clairs : tenter l’ABS ou l’ASA sur une imprimante ouverte dans une pièce avec un courant d’air, c’est s’exposer aux décollements, au délaminage des couches et au warping. Ces matières demandent un environnement maîtrisé. Si votre machine n’a pas de caisson et que vous n’êtes pas prêt à en bricoler un, restez sur PETG pour les pièces résistantes : vous aurez 90 % du bénéfice sans la frustration.
Le TPU : la souplesse qui change tout
Le TPU n’est pas un concurrent des autres, c’est une catégorie à part : c’est un filament flexible, élastique, qui se plie, rebondit et amortit. Aucune autre matière de cette liste ne fait ça. Joints, semelles, protections de téléphone, pieds antivibration, courroies, bouchons étanches, tout ce qui doit absorber ou se déformer relève du TPU. Sa dureté se mesure en Shore (un TPU 95A est plutôt rigide-souple, un 85A franchement mou et plus délicat à imprimer).
En contrepartie, c’est une matière capricieuse à dompter : impression lente obligatoire, rétraction réduite, et un extrudeur direct drive grandement préférable à un Bowden pour pousser un fil mou sans qu’il flambe. La courbe d’apprentissage est réelle. Notre guide pour imprimer le TPU couvre les réglages précis, et le lexique TPU résume les fondamentaux. Ne commencez pas votre apprentissage de l’impression 3D par du flexible : maîtrisez d’abord le PLA, puis tentez le TPU quand votre machine est bien calibrée.
Tableau récapitulatif pour décider vite

Voici la grille de décision condensée, à garder sous la main devant une nouvelle pièce.
| Matière | Difficulté | Résistance chaleur | Usage type |
|---|---|---|---|
| PLA | Très facile | Faible (~55 °C) | Déco, proto, intérieur |
| PETG | Facile-moyen | Bonne (~80 °C) | Fonctionnel quotidien, semi-extérieur |
| ABS | Difficile | Élevée | Technique d’intérieur, chaleur |
| ASA | Difficile | Élevée + UV | Extérieur durable, auto |
| TPU | Moyen-difficile | Moyenne | Pièces souples, amorti |
La logique de progression est simple : on débute au PLA, on bascule au PETG dès qu’on veut du robuste, on passe à l’ABS ou l’ASA uniquement quand la chaleur ou l’extérieur l’exigent (et qu’on a un caisson), et on garde le TPU pour les rares pièces qui doivent plier. Inutile de stocker les cinq familles dès le départ : la plupart des ateliers vivent très bien avec du PLA et du PETG, en ajoutant le reste au coup par coup.
Et le budget dans tout ça
Le prix grimpe globalement du PLA vers les techniques, mais la différence reste modeste à l’échelle d’une bobine. La vraie économie n’est pas dans le prix au kilo, elle est dans le taux de réussite : un PLA qui sort du premier coup coûte bien moins cher qu’un ABS raté trois fois. Acheter la bonne matière pour le bon usage, c’est d’abord acheter moins d’échecs.
Conclusion : un réflexe en trois temps
Pour ne plus jamais hésiter, fixez ce réflexe. Un, la pièce reste-t-elle à l’intérieur sans chaleur ni choc ? PLA, sans réfléchir. Deux, doit-elle être robuste, durer, encaisser un peu de chaleur ? PETG. Trois, conditions extrêmes (forte chaleur, soleil, capot moteur) ou souplesse indispensable ? On monte en ABS, ASA ou TPU selon le cas, en vérifiant que la machine suit. Parcourez les gammes filament PLA et filament PETG pour équiper votre atelier des deux indispensables, et faites évoluer votre stock au rythme réel de vos projets plutôt que par anticipation.