Vous avez maîtrisé le PLA et le PETG, vos premières couches sont propres et vous regardez maintenant les bobines à 40 ou 60 euros le kilo en vous demandant ce qu’elles ont de plus. La réponse tient en un mot : la performance mécanique ou thermique. Un filament carbone Nylon en impression 3D ne sert pas à imprimer une figurine, il sert à fabriquer une pièce qui remplace réellement une pièce usinée ou moulée. Mais ces matériaux ne pardonnent rien : mauvaise buse, hygrométrie négligée, plateau froid, et la bobine part à la poubelle. Ce guide trie le vrai besoin du fantasme et liste ce qu’il faut vraiment posséder avant de se lancer.
Comprendre la logique des composites fibrés
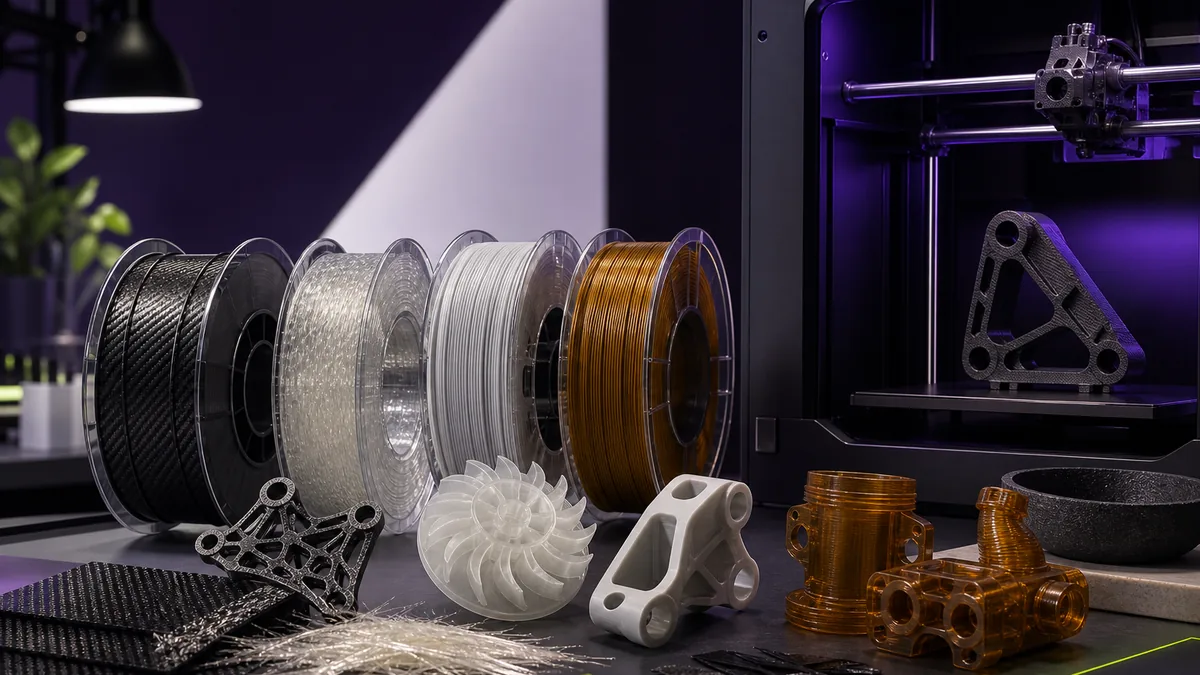
Un filament composite, ce n’est pas une matière nouvelle : c’est un polymère de base (PLA, PETG, ABS, Nylon) dans lequel on a noyé des fibres courtes hachées. On distingue deux familles. La fibre de carbone (CF) apporte de la rigidité, réduit le warping et donne un fini mat anthracite très propre. La fibre de verre (GF) augmente la résistance aux chocs et à la chaleur, à un coût inférieur, avec une teinte plus claire.
Le point crucial à retenir : la fibre ne fond pas. Elle traverse votre buse intacte et l’abrase comme du papier de verre. Une buse laiton standard se creuse en quelques centaines de grammes, le diamètre de sortie augmente, et vos cotes dérivent sans que vous compreniez pourquoi.
Buse trempée ou pas de composite
C’est la règle non négociable. Pour tout filament chargé en fibre, il faut une buse en acier trempé, en acier durci ou à pointe rubis. Une buse de 0,4 mm reste possible mais beaucoup montent en 0,6 mm pour limiter les bouchons : les fibres s’agglomèrent plus facilement dans un passage étroit. Pensez aussi à l’extrudeur : un drive gear en acier durci évite l’usure prématurée côté entraînement.
Un PLA ou un PETG fibré reste relativement accessible et tourne sur une machine d’entrée de gamme une fois la buse changée. C’est le bon terrain d’apprentissage avant d’attaquer les matières plus exigeantes. Si vous débutez sur le sujet, notre guide pour choisir un filament selon l’usage replace ces composites dans l’ensemble de la gamme.
Le Nylon, le roi de l’usure mécanique
Le Nylon (polyamide, souvent PA6 ou PA12) est la matière des pièces qui frottent, plient et encaissent. Engrenages, charnières vivantes, guides de câble, fixations soumises à la vibration : il combine ténacité, résistance à l’abrasion et un excellent comportement en fatigue. Le PA pur seul a tendance à gondoler fortement ; c’est pourquoi la plupart des bobines vendues sont du Nylon chargé carbone (PA-CF) ou verre (PA-GF), bien plus stables à imprimer.
Pourquoi le Nylon impose une enceinte et un séchage strict
Le Nylon est hygroscopique à l’extrême. Il absorbe l’humidité de l’air en quelques heures et, une fois gorgé d’eau, il crépite, mousse, fait du stringing à outrance et perd une part de ses propriétés mécaniques. Un séchage de 8 à 12 heures à 70 ou 80 °C avant impression n’est pas optionnel, c’est la condition de réussite. Beaucoup impriment même directement depuis un sécheur actif.
Côté machine, comptez une buse autour de 250 à 270 °C, un plateau chaud (70 à 90 °C) et idéalement une enceinte fermée. L’enceinte limite les courants d’air qui provoquent le décollement et le gauchissement sur ces grandes pièces. Sans elle, le PA brut est quasi impossible à sortir proprement. Sur la question de l’humidité, qui touche aussi le PLA mais devient critique ici, notre fiche stocker le filament et éviter l’humidité détaille les sécheurs et boîtes hermétiques.
Le PPS, l’extrême haute température

Le PPS (polysulfure de phénylène), souvent vendu chargé carbone sous l’appellation PPS-CF, joue dans une autre catégorie. C’est un thermoplastique haute performance : résistance thermique continue très élevée, excellente tenue chimique (carburants, solvants, acides), stabilité dimensionnelle remarquable et faible reprise d’humidité comparé au Nylon. On l’utilise pour des pièces sous capot moteur, des supports proches d’une source de chaleur ou des composants exposés aux produits agressifs.
Le revers : il exige une machine sérieuse. Buse souvent au-delà de 300 °C, plateau autour de 120 °C, enceinte chauffée chaudement recommandée. Toutes les imprimantes ne montent pas à ces températures ; vérifiez que votre hotend le supporte et que le bloc chauffant n’est pas plafonné par le firmware. C’est un matériau de niche, à réserver à un besoin réel et identifié, pas à un projet décoratif.
Choisir la bonne matière sans surpayer
Le piège classique consiste à acheter du carbone parce que ça en jette visuellement, alors qu’un bon PETG aurait largement suffi. Posez-vous trois questions avant de commander.
- La pièce subit-elle une vraie contrainte mécanique ou thermique ? Si non, restez sur du PLA ou du PETG, c’est moins cher et bien plus simple. Notre rayon filament PETG couvre l’essentiel des usages fonctionnels courants.
- Quel est l’environnement de service ? Frottement et flexion répétés orientent vers le Nylon. Chaleur extrême plus agression chimique orientent vers le PPS.
- Ma machine suit-elle vraiment ? Pas d’enceinte ni de plateau chaud : oubliez le PA et le PPS, vous gaspillerez de la matière coûteuse.
Pour un premier pas dans le fonctionnel renforcé sans casser la machine ni le budget, un PLA-CF ou un PETG-CF est l’entrée idéale. Vous découvrez le comportement des fibres, l’abrasion, le réglage de débit, le tout sur un polymère facile. Le rayon filaments techniques regroupe ces composites et les matières avancées pour comparer les options.
Réglages de base à anticiper
Au-delà du matériel, prévoyez quelques ajustements. Les composites demandent souvent un débit légèrement réduit et une vitesse modérée pour que les fibres passent sans bouchon. Le Nylon réclame un bon réglage de rétraction pour contenir le stringing, et le PPS une calibration fine de la première couche vu sa stabilité dimensionnelle particulière. Comptez toujours un ou deux tests de calibration avant de lancer une pièce longue : sur une bobine à 50 euros, l’impression ratée fait mal.
Conclusion : acheter le besoin, pas la hype
Avant de cliquer sur une bobine technique, faites l’inventaire honnête de votre atelier et de votre besoin réel. Pas de buse trempée : commencez par en commander une, sinon tout le reste est inutile. Pas d’enceinte ni de plateau qui chauffe fort : restez sur du PLA-CF ou du PETG-CF, déjà très capables. Besoin de pièces qui frottent et plient : le Nylon chargé, avec séchage systématique. Besoin de haute température et de tenue chimique : le PPS-CF, et seulement si votre machine monte vraiment en température. Choisissez la matière qui correspond à la contrainte, séchez avant chaque session, et vos pièces tiendront leurs promesses.