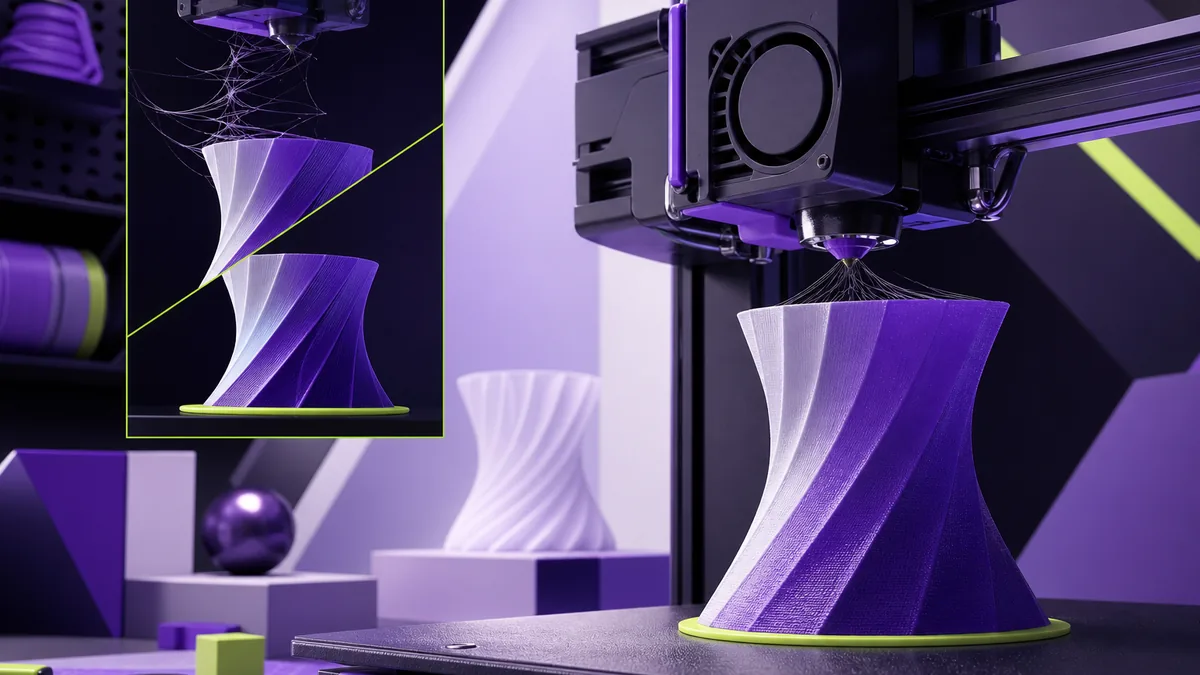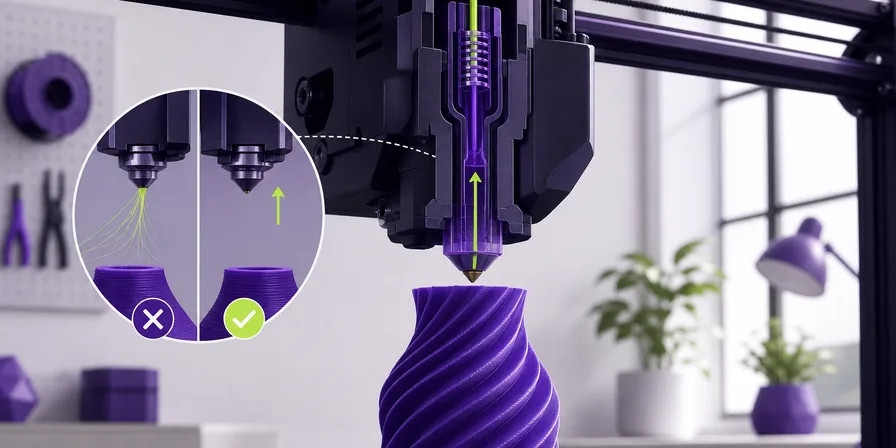
À quoi sert la rétraction
Quand la tête se déplace d’une zone à une autre sans déposer de matière, la pression résiduelle dans le hotend continue de pousser du plastique fondu hors de la buse. Résultat : de fins filaments parasites, le fameux stringing, et des petites bavures sur les surfaces. La rétraction tire le filament en arrière de quelques millimètres juste avant ce déplacement, ce qui coupe l’écoulement et garde la pièce propre.
Les deux paramètres qui comptent
Tout se joue sur deux réglages du slicer. La distance de rétraction, en millimètres, détermine de combien le filament recule. La vitesse de rétraction, en mm/s, gère la brusquerie du mouvement. Un combo trop agressif provoque des bouchons, du grignotage du filament par l’engrenage moteur, voire un arrêt d’extrusion. Trop timide, et le stringing revient.
Direct drive contre Bowden
Le type d’extrudeur change tout. En direct drive, le moteur pousse le filament juste au-dessus de la buse : peu de jeu, donc de courtes distances suffisent. En Bowden, le filament traverse un long tube PTFE qui se comprime comme un ressort, ce qui oblige à des distances bien plus longues.
Comment la calibrer
La méthode fiable reste la tour de rétraction, un modèle imprimé qui fait varier les valeurs par paliers de hauteur. Vous imprimez, vous regardez à quelle hauteur les fils disparaissent, puis vous reportez la valeur dans votre profil. Cette calibration va de pair avec un bon réglage de débit (flow), car une sur-extrusion masque parfois les vrais réglages de rétraction.