Pourquoi l’adhésion conditionne tout le reste
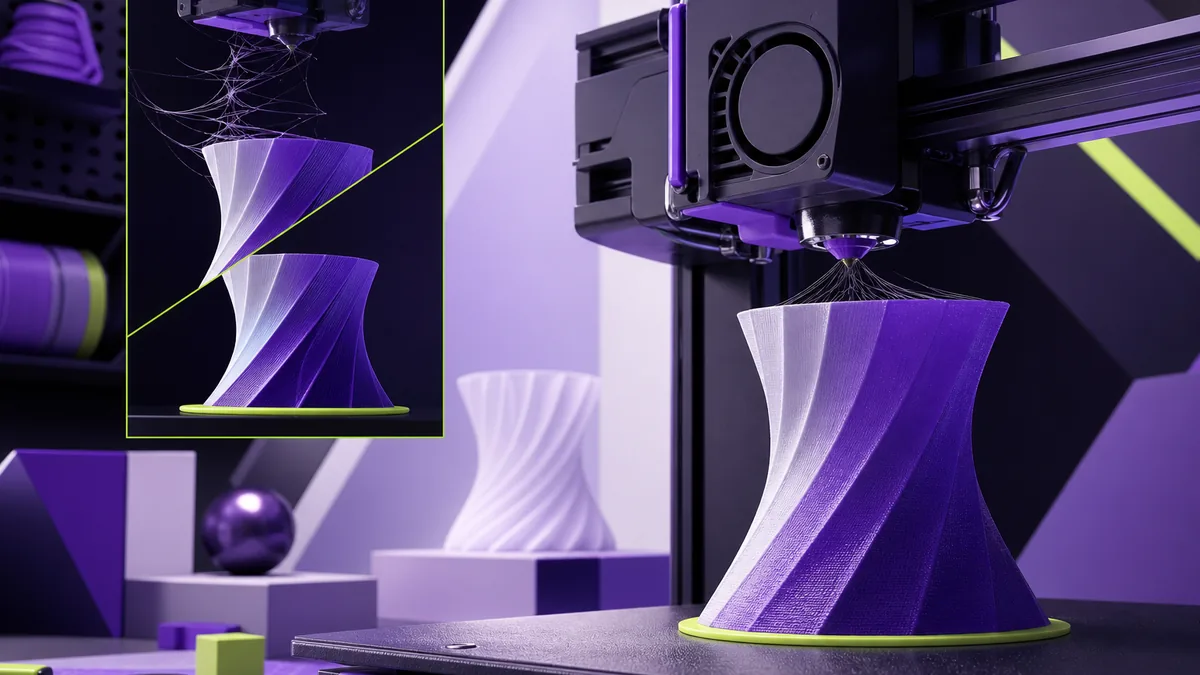
Une impression réussie commence par une première couche parfaite. Si elle n’accroche pas, la pièce se déplace, se décroche en plein milieu ou part en spaghetti. À l’inverse, une couche trop écrasée laisse des bourrelets et colle si fort qu’on abîme le plateau au démontage. L’objectif est un équilibre : des lignes bien aplaties, jointives, sans transparence ni surépaisseur.
Les leviers de réglage
Le premier levier est le nivellement, ou bed leveling, qui garantit une distance buse-plateau constante sur toute la surface. Vient ensuite le z-offset, le réglage fin de cette hauteur sur le premier filet déposé. Une buse trop haute ne colle pas, trop basse elle bouche l’écoulement.
Température et surface
La température du plateau aide énormément. Comptez 50 à 60 °C pour le PLA, 70 à 80 °C pour le PETG, 90 à 110 °C pour l’ABS et l’ASA. La nature du plateau joue aussi : un plateau PEI lisse ou texturé, du verre, du carborundum. Chacun demande son protocole de nettoyage.
Les aides logicielles
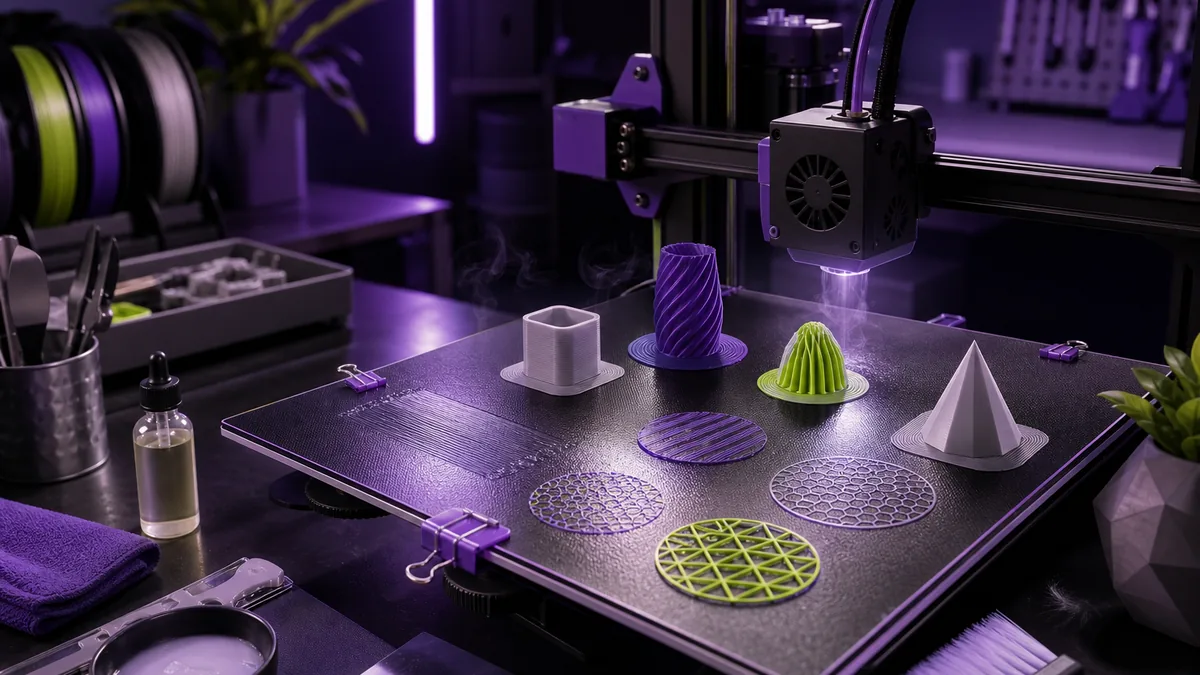
Quand la géométrie est difficile, base étroite ou angles vifs, le slicer propose des aides d’accroche. Le brim ajoute un liseré autour de la pièce pour élargir la surface de contact, le raft crée un radeau entier sous l’objet. Ces options se retirent ensuite et sauvent bien des impressions sensibles.