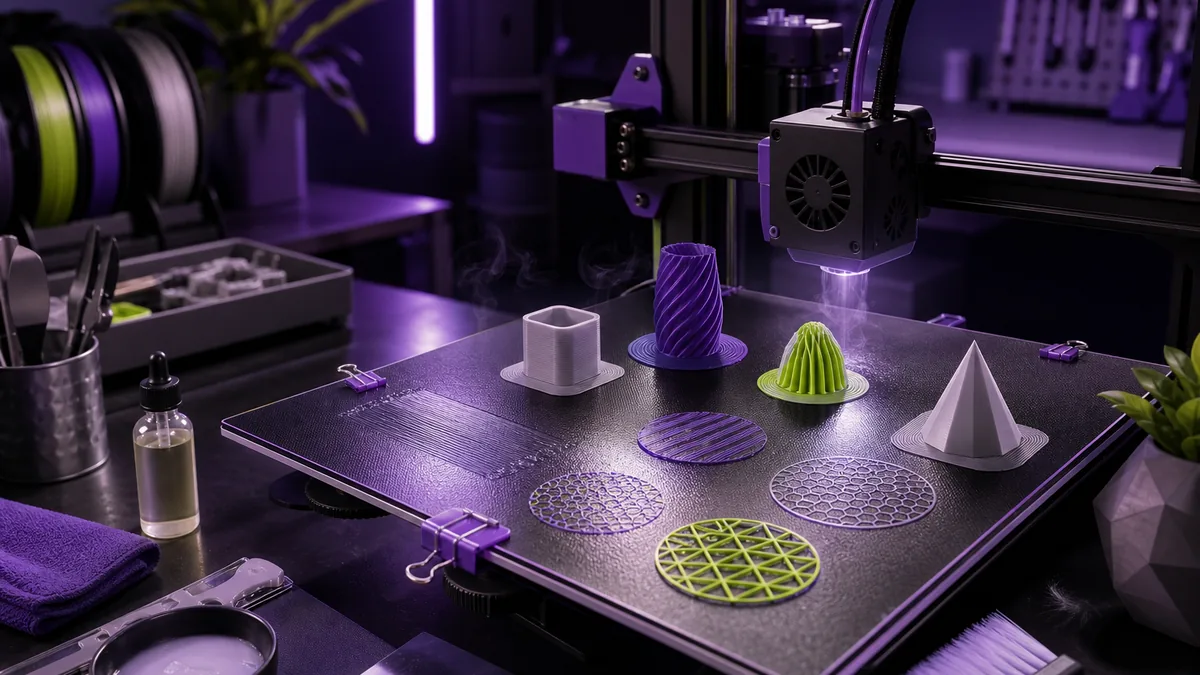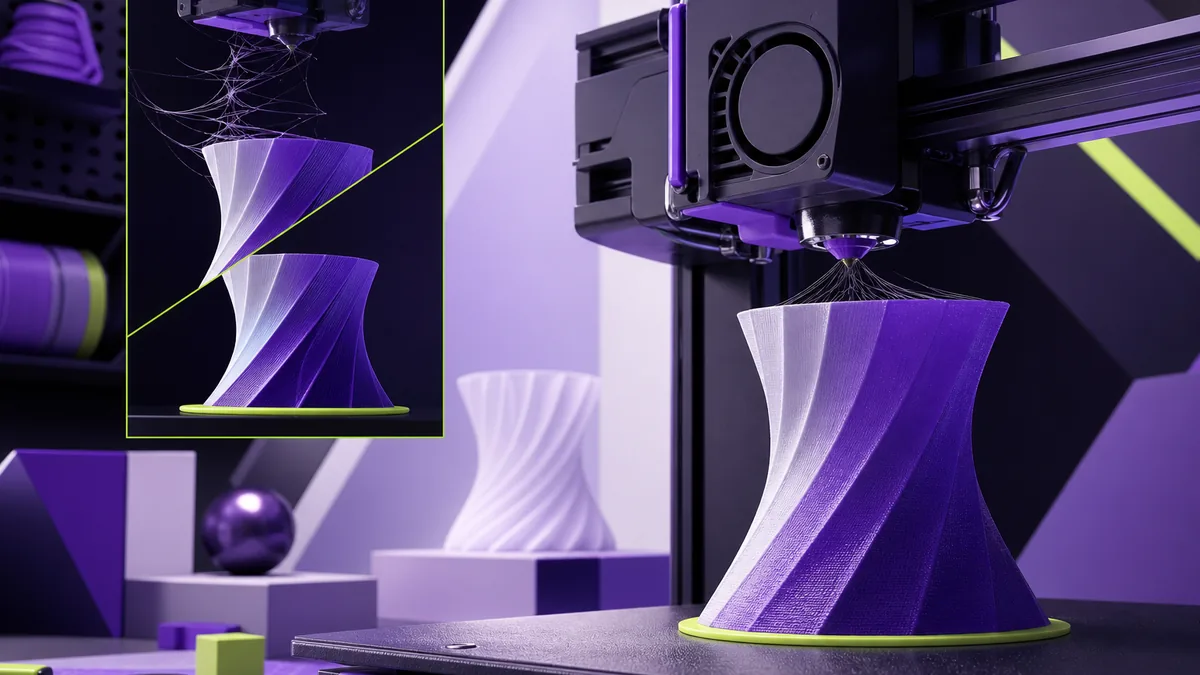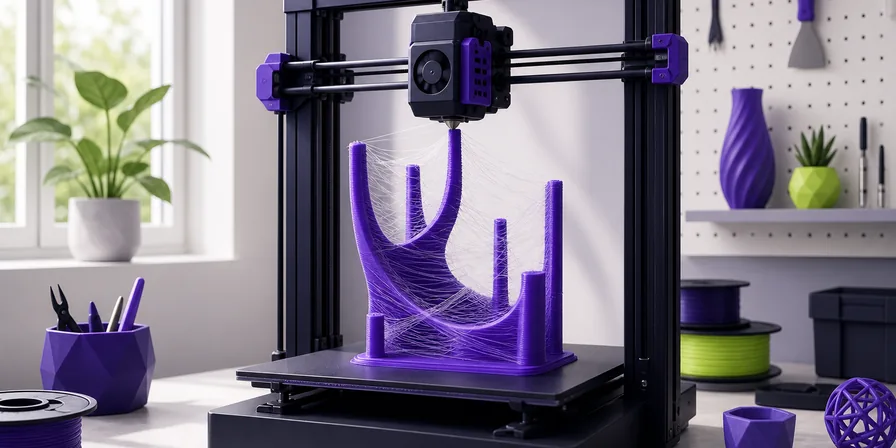
Le stringing, ou « fils » en français, regroupe ces toiles d’araignée de plastique qui relient les zones séparées d’un modèle. Elles apparaissent quand la buse traverse une zone vide en laissant fuir un peu de matière fondue. Sur une pièce détaillée, le résultat est inesthétique et oblige à un ponçage fastidieux.
Pourquoi le stringing se produit
Deux causes dominent. La première est une rétraction insuffisante : le filament n’est pas assez tiré en arrière au moment du déplacement, donc la pression résiduelle dans le hotend pousse de la matière hors de la buse. La seconde est une température trop élevée, qui rend le plastique trop fluide et coulant. Un filament chargé d’humidité aggrave fortement le phénomène, car l’eau se vaporise et projette de la matière.
Comment le corriger
Le réglage le plus efficace passe par la rétraction. Augmentez la distance de quelques dixièmes de millimètre et testez avec une tour de rétraction. Ensuite, baissez la température par paliers de 5 degrés jusqu’à trouver le seuil où les fils disparaissent sans dégrader l’adhésion entre couches. Activez aussi le contournement (combing) dans votre slicer pour que la buse évite de survoler le vide.
Si le défaut persiste sur un PETG ou un flexible, le problème est presque toujours l’humidité. Passez la bobine au séchoir avant impression. Pour le PLA standard, un réglage propre suffit en général à obtenir des surfaces nettes.