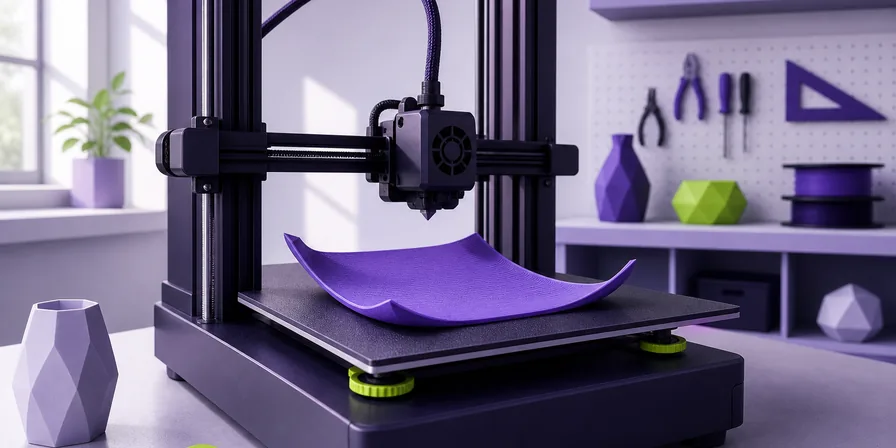
D’où vient le gondolage
Le plastique se dilate à chaud et se contracte en refroidissant. Quand les couches du bas refroidissent et se rétractent plus vite que le reste de la pièce, des tensions internes apparaissent. Si la base n’adhère pas assez fort, ces tensions arrachent les coins du plateau et les font remonter. La pièce perd sa planéité, les cotes dérivent, et dans les cas sévères elle se décolle entièrement.
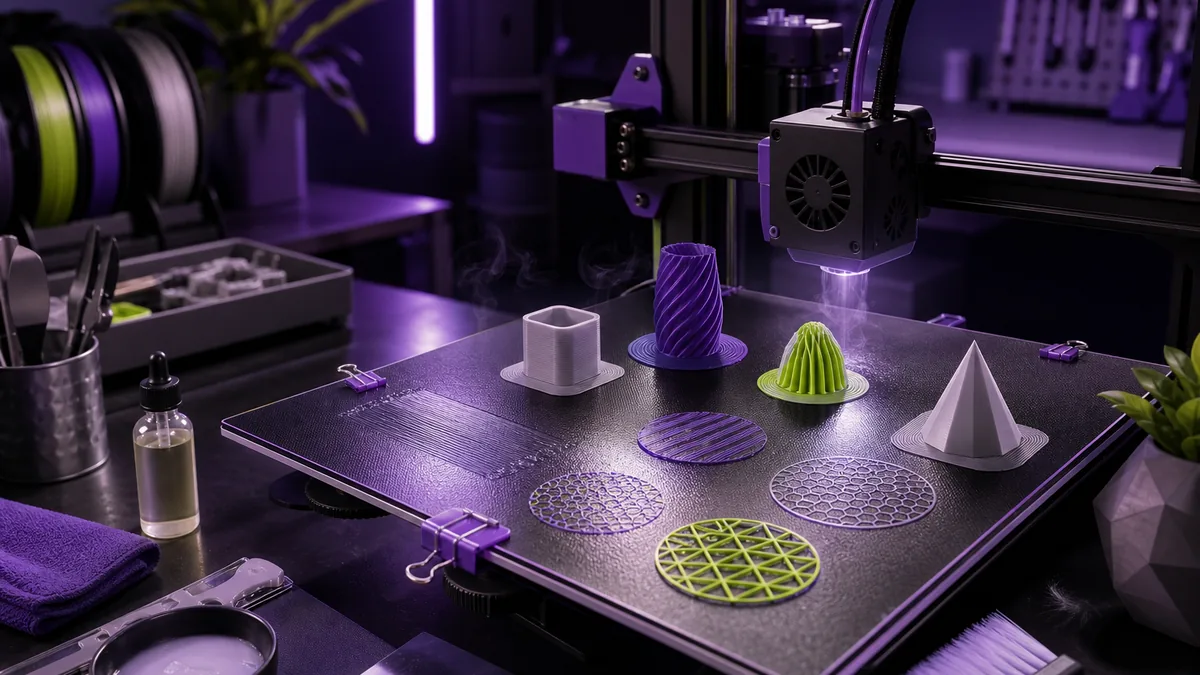
Les matières à surveiller
Toutes les matières ne gondolent pas pareil. Le PLA se contracte peu et pardonne beaucoup. Le PETG demande un peu d’attention. L’ABS et l’ASA, à fort retrait, sont les champions du warping et exigent une chaîne de réglages stricte. Connaître le comportement de sa matière, c’est anticiper le problème avant l’impression.
Comment le combattre
Plusieurs leviers se cumulent. Un plateau chaud à la bonne température garde la base souple et collée. Une accroche renforcée par brim ancre les coins. Une enceinte fermée stabilise l’air autour de la pièce et évite les chocs thermiques. Enfin, couper ou réduire la ventilation sur les premières couches limite le refroidissement brutal.
Régler l’environnement, pas seulement la machine
Le gondolage se joue beaucoup hors logiciel : éviter les courants d’air, fermer une fenêtre, protéger l’imprimante. Pour les matières techniques sujettes au retrait, orientez-vous vers nos consommables filament ABS et ASA et préparez l’enceinte avant de lancer.