Les supports résolvent un problème fondamental de l’impression FDM : on dépose du plastique fondu couche par couche, et ce plastique a besoin de quelque chose en dessous pour ne pas s’affaisser dans le vide. Quand un modèle présente un bras tendu, un toit en surplomb ou une cavité, le slicer construit des échafaudages provisoires qui se brisent ou se détachent à la fin.
Quand le support devient nécessaire
Tout dépend de l’angle d’inclinaison. Une paroi proche de la verticale s’imprime sans aide. Plus elle penche, plus chaque couche dépasse la précédente et finit par n’avoir aucun appui. La limite usuelle se situe autour de 45 degrés, mais une machine bien réglée avec un bon refroidissement repousse ce seuil. Les ponts, eux, traversent un vide entre deux points hauts et tiennent sur de courtes distances grâce à la tension du filament.
Régler ses supports intelligemment
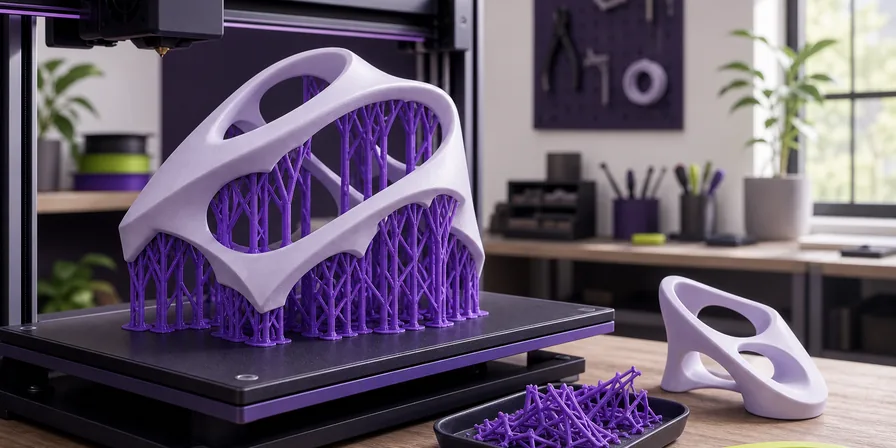
Le bon réflexe avant d’ajouter des supports : réorienter la pièce. Souvent, faire pivoter le modèle élimine la moitié des porte-à-faux et améliore aussi la solidité dans le sens des contraintes. Quand les supports restent indispensables, jouez sur la densité, la distance Z de décollement et le motif. Les supports arborescents épousent la forme et économisent de la matière.
Le retrait propre dépend aussi de réglages voisins comme la rétraction qui réduit les fils parasites entre support et pièce. Adaptez enfin densité de supports et remplissage à chaque géométrie pour limiter le gaspillage de matière comme le temps d’impression.